kunst-und-kultur.de

Lexikon
Handwörterbuch der Textilkunde aller Zeiten und Völker für Studierende, Fabrikanten, Kaufleute, Sammler und Zeichner der Gewebe, Stickereien, Spitzen, Teppiche und dergl., sowie für Schule und Haus, bearbeitet von Max Heiden, Stuttgart 1904
Gesamtindex
Eintrag: Weberei
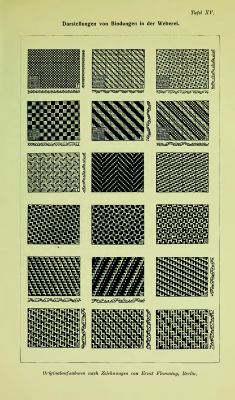
Tafel XV Bindungen
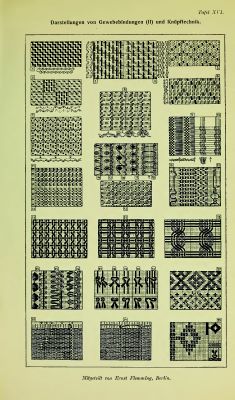
Tafel XVI Zusammengesetzte und besondere Bindungen
Weberei (franz. tissage, engl. weaving) Herstellung flächenartig ausgedehnter Erzeugnisse: Gewebe (tissu-web), Zeuge, Stoff'e (étoff'es-clothes), welche durch rechtwinkelig sich kreuzende Fadengruppen gebildet werden, deren eine Kette, Aufzug, Zettel (chaine-warp) durch die ganze Länge des Gewebes, die andere Fadengruppe Schuss, Eintrag, Einschlag (trame-weft, woof) in der Querrichtung läuft. Durch die Umkehr des Schusses werden an den äussersten linken und rechten Kettenfäden Bänder gebildet, die man Kante, Leiste, als das Sahlband oder die Sahlleiste (lisière-list) bezeichnet. Die mannigfachen Yerkreuzungen von Ketten- und Schussfäden, die Bindungen (s.d.) entstehen, indem ein Teil der ersteren über, ein anderer unter die Schussfäden geführt wird, wobei die verschiedenen Kettfäden bei den aufeinander folgenden Schüssen abwechseln. Das Weben geschieht von altersher mittels mechanischer Vorrichtungen: der Webstühle (métiers-lormes), die als Handwebstühle (zum Betrieb durch Hand und Fuss) höchst einfach, als mechanische Webstühle (für Kraftbetrieb) sehr verschieden eingerichtet sind.
Der Handwebstuhl besteht aus einem Gestell von vier senkrechten Balken, die durch Querhölzer verbunden sind. Vorn und hinten befindet sich je eine drehbare Walze: der Kettbaum zur Aufnahme der Kettenfäden und der Warenbaum, auf welchen das fertige Stück Zeug aufgewickelt wird. Die Breite der Bäume entspricht derjenigen der Ware und ist demgemäss eine sehr verschiedene. Zur Vermittelung der Fadenkreuzungen (Bindungen) müssen Kette und Schuss abwechselnd gehoben und gesenkt werden. Hierzu ist die Bildung des Faches (pas-lease) mittels der Schäfte oder Flügel (lames-leawes) notwendig. Jeder dersellben besteht aus einem Holzstab, zwischen welchen die Litzen (s. d.) oder Helfen (lisses-hedles) mit den Augen (maillons) ausgespannt sind. Wird der Schaft gehoben oder nach unten gesenkt, so müssen alle durch seine Litzenaugen gezogenen Kettläden gehoben bezw. gesenkt werden. Diese Bewegung der Schäfte nach oben und unten wird durch die unter dem Sitze des AVebers drehbar gelagerten hölzernen Hebel, Tritte oder Schemel bewirkt, welche an ihrem oberen freien Ende durch Schnüre mit den unteren Schaftstäben verbunden sind. Je nach der Bindung ist diese Schnürung verschieden. Zur Einführung des Schusses dient der "Webschütze oder der Schützen (s.d.), welcher den Schussfaden durch das Fach führt. Der eingetragene Schuss muss dann fest an die vordere Spitze des Webfaches angeschlagen werden, wozu das Rietblatt, Riet (s.d.) (peigne-reed) oder der Weberkamm dient, welcher in einem auf dem oberen Balken des Stuhlgestelles pendelnden Rahmen, die Lade (chasse-lathe) eingesetzt ist. Um das bei einfachen Webereien notwendige Werfen und Auffangen der Schützen mit der Hand zu vermeiden, wurde das Schnellzeug (s. d.) angebracht. Das regelmässige Aufwickeln der fertigen Zeuge auf den Warenbaum vermittelt der Regulator (s.d.). Der Spannstab, in den verschiedensten Formen gearbeitet (s. d.), dient zur Innehaltung der gleichen Breite des Gewebes.
Die mechanische Weberei (tissage mécanique-pawersloom-weaving) fertigt die selben Stoffe wie die Handweberei, nur bedient sie sich zu ihrer Herstellung mehr oder weniger selbsttätiger Maschinen. Im engeren Sinne bezeichnet man damit das Weben mit Hilfe von selbsttätig arbeitenden Webstühlen, mechanischen Webstühlen oder Kraftstühlen (métier à tisser mecanique-powerloom).
Ein Zwischenglied zwischen Hand- und mechanischem Webstuhl ist der sogen, halbmechanische Webstuhl oder mechanische Hahdwebstuhl von Laeserson und Wilke, der durch einen Handhebel am Fusstritt vom Arbeiter bewegt wird. Die Fachbildung, Ladenbewegung, Schuss und Anschlag erfolgen mechanisch. Trotz des Vorteils, diesen Stuhl im Hausbetrieb benützen zu können und trotz der schnelleren Arbeit führte sich der Stuhl nicht ein, weil die physische Kraft des Arbeiters nicht ausreicht, den Stuhl den ganzen Tag zu bewegen.
Der mechanische Webstuhl besteht aus denselben Hauptteilen, wie der Handwebstuhl; nur ist alles von Eisen, der grösseren Kräfte wegen, die hier zur Anwendung kommen. Die Lade ist unten am Gestell drehbar angeordnet (Stehlade), wodurch der Aufbau des Stuhles niedriger wurde. Wie am Handwebstuhle sind vorhanden: die Schäfte mit den Tritten, die Lade mit Riet, Schützenkästen, Treibern und Schützen, sowie der Regulator, der beim mechanischen Betrieb unbedingt erforderlich ist, um das bei jedem Schuss gefertigte Stück Ware sofort aufzuwickeln, weil die Lade durch Mechanismus getrieben, immer genau dieselbe Schwingung machen muss. Der Antrieb des mechanischen Webstuhls geschieht durch eine in der Mitte des Stuhlgestells drehbar gelagerte Welle (Hauptwelle), die an ihrem ausserhalb des Stuhles liegenden Ende eine feste und eine lose Scheibe trägt. Soll der Stuhl in Betrieb gesetzt werden, so leitet der Weber den Transmissionsriemen, der während des Stuhlstillstandes auf der Losscheibe läuft, mittels einer Riemengabel auf die Festscheibe und die Bewegung beginnt. Unter der Hauptwelle, durch Zahnräder mit ihr verbunden ist eine zweite Welle angebracht, auf die soviele Exzenterscheiben aufgesetzt werden, als Tritte für die Bewegung der Schäfte vorhanden sind. Bei jeder Umdrehung der Welle drücken die Exzenter (s. d.) genau wie die Füsse des Webers die Tritte nach unten, wodurch die in ähnlicher Weise befestigten und geschnürten Schäfte gehoben bezw. gesenkt werden. Durch Spiralfedern werden die Tritte gegen die Exzenterscheiben angelegt.
Tafel XV Bindungen
Für die Schützenbewegung (den Schützenschlag) sind auf derselben Welle, links und rechts, Schlagexzenter (kreisrunde Scheiben mit nasenartigem Ansatz) angebracht. Eine gegen diesen Schlagexzenter laufende konische Rolle wird von dem Ansatz weggestossen und diese Bewegung wird durch Hebel auf den Treiber im Schützenkasten übertragen, wodurch der Schützen aus dem Kasten getrieben wird.
Die beschriebene Bauart der mechanischen Stühle ist die englische, die am meisten Anwendung findet und vorbildlich geblieben ist. Bei breiteren Stühlen, für schwere Waren sind verschiedene Abänderungen gemacht worden. So wird z. B. beim Federschlagstuhl der Schlag nicht durch Schlagexzenter, sondern durch eine starke Feder ausgeführt, die während des Stuhllaufes aufgezogen und zum Schlag plötzlich losgelassen wird. Diese plötzliche Bewegung des Zusammenziehens, die immer ganz gleichmässig erfolgt, wirkt durch Hebel auf den Treiber des Schützen. Da aber bei diesem Federschlag die Schnelligkeit des Ganges beschränkt ist, wird der Exzenterschlag vorgezogen.
Bei der Herstellung farbiger Querstreifen in Geweben, oder bei Verwendung verschiedenen Schussmaterials für Ober- und Unterware sowie bei farbig gemusterten Stoffen, müssen mehrere Schützen abwechselnd arbeiten. Dies erfordert die Anbringung von mehreren Schützenkästen an einer oder besser noch an beiden Seiten des Webstuhls. Diese Schützenkästen werden entweder übereinander oder wie in einem Revolver im Kreise angeordnet. Im ersteren Falle erfolgt der AYechsel der Kästen durch Verschiebung in vertikaler Richtung, im zweiten Falle durch Drehung des Revolvers. Eine frühere Anordnung der Kästen an Handwebstühlen nebeneinander mit vertikaler Verschiebung (Schiebelade) ist bei mechanischen Webstühlen nicht angewandt worden.
Für schmale Stühle und leichte, einfache Ware hat man neuerdings eine Art des Schützenwechsels konstruiert, die es ermöglicht, dass die abgelaufene Spule automatisch aus dem Schützen entfernt und durch eine frische Spule aus einem mit gefüllten Spulen neben dem Webstuhl angeordneten Behälter ersetzt wird, ohne Zutun des Webers und Stillstand des Webstuhls. In Deutschland haben diese Versuche aber zu keinem nennenswerten Erfolge geführt, während in Amerika vielfach damit gearbeitet wird, besonders für einfachere Ware in billigerer Qualität.
Die Schützen (navettes-shuttles) haben für mechanische Webstühle stets eine gerade Form, sind entweder aus Holz mit Eisenspitzen, oder ganz aus Eisen oder Stahl hergestellt. Als Schleif schützen gleiten sie mit ihrer unteren Fläche über die Kettfäden, während sie als Rollschützen mit Rollen versehen sind, mit denen sie über die Bahn rollen, z. B. bei schweren Wollwaren. Die einzulegende Spule ist entweder auf der Schützenspindel oder Seele festsitzend durch eine Feder gehalten (Schleifspule), dann muss der Faden in axialer Richtung von der Spitze der Spule ablaufen oder die Spule ist drehbar aufgesetzt (Rollspule), sodass der Faden rechtwinklig zur Achse abläuft oder die Garnspule ist in dem mit einem federnden Deckel versehenen Schützen fest eingedrückt und ohne Hülse (Schlauchspule), dann läuft der Faden aus dem Innern der Spule ab. Als Breithalter kommen bei mechanischen Webstühlen selten die Spannstäbe zur Anwendung, man verwendet vielmehr sogen, selbsttätige Tempel, die beim Abziehen der W^are sich drehen und das Gewebe stets in gleicher Weise und an derselben Stelle spannen. Sie werden hergestellt als Walzen mit Riffeln oder Spitzen (Walzenbreithalter) oder als Walzen mit exzentrisch eingesetzten Rädchen mit Spitzen (Rädchenbreithalter) oder als Scheiben mit Spitzen (Scheiben- oder Sonnenbreithalter).
Tafel XVI Zusammengesetzte und besondere Bindungen
Die Bauart der mechanischen Stühle richtet sich nach den zu erzeugenden Waren. Die mannigfaltigen Konstruktionen werden wie folgt unterschieden, erstens nach den zu fertigenden Waren, in:
1. Schmale oder englische Webstühle für leichte Baumwoll-, Halb- und und Wollwaren; für schwerere schmale Gewebe derselben Materialien, sowie für Leinen und Jute, sowie für einfache Läufer, Teppiche schwerer gebaut.
2. Breite Webstühle, Tuch- oder Buckskinstühle für Tuch, Wollstoffe schwere Baumwoll- und Leinenstoffe, gemusterte Teppich- und Möbelstoffe.
3. Teppichwebstühle für geschnittene und gezogene Teppiche (Brüssel-, Velours-Tapestry) und ähnliche schwere Gewebe
4. Seidenwebstühle für glatte und gemusterte Seidenzeuge
5. Doppelsamtstühle, zur Herstellung billiger Sammete, in zwei übereinanderliegenden durch die Polfäden verbundenen, nach dem Schneiden selbständigen Geweben.
6. Bandstühle oder Bandmühlen zur Herstellung von Bändern.
7. Rundwebstühle, Webstühle ohne Schützen.
Nach der Konstruktion in:
A. Kurbelstühle (engl. crank-looms) mit Bewegung der Lade durch eine Kurbel.
B. Scheibenstühle (engl. wiper-looms) mit Bewegung der Lade durch unrunde Scheiben oder Nutzylinder (nur für schwere Waren).
Nach der Anordnung der Lade:
1. Mit Stehlade mit Schwingung um eine unter der Kette gelagerte Achse, wodurch die Lagerung sicherer und der Stuhl stabiler wird.
2. Mit Hängelade mit über der Kette gelagerter Schwingungsachse (fast wie bei Bandstühlen) angebracht, bedingt höhere Bauart des Stuhles.
Nach der Art des Schützenschlags unterscheidet man:
1. Unterschläger, mit im unteren Teile des Webstuhls befindlicher Schützenschlagvorrichtung.
2. Mittelschläger, mit unten befindlichem Schlagexzenter und oben befindlichem Schlagarm und Peitsche.
3. Oberschläger, bei Hängeladen und Stühlen mit sehr langsamem Gang.
Nach den Einrichtungen für die Musterbildung werden die Webstühle unterschieden in:
1. Trittstühle oder Exzenterstühle. Die Fachbildung erfolgt durch Tritte und Exzenter; für leinwandartige und andere glatte Stoffe.
2. Schaftmaschinenstühle, für einfache gemusterte Waren. Die Fachbildung erfolgt durch die Schaftmaschine,
3. Jacquardkraftstühle, für Musterware mit grösseren Dessins; die Fachbildung erfolgt durch die Jacqardmaschine.
Diese drei Arten können mit Wechsellade versehen sein, um nacheinander verschiedenfarbige Fäden einschiessen zu können; sie heissen dann
Wechselstühle.
Die Kette sowohl als auch der Schuss verlangen vor dem Verweben verschiedene Vorbereitungsarbeiten: für beide das Spulen, für die Kette ausserdem das Scheren, Aufbäumen, Leimen oder Schlichten, Einziehen der Kettfäden in die Litzen der Schäfte und in das Kiet. Bei der Handweberei hat die Vorarbeiten der Weber selbst mit einfachem Apparate zu besorgen, in der mechanischen Weberei werden dieselben, mit Ausnahme des Einziehens, durch besondere Maschinen ausgeführt.
Das Spulen (bobinage-spooling) geschieht in kleineren Betrieben auf dem bekannten Spulrad; regelmässiger und schneller geschieht die Arbeit auf der Spulmaschine, welche eine Anzahl Spulen gleichzeitig bewickelt, und deren Einrichtung in Nebenumständen mannigfach abgeändert werden kann. Die Einrichtungen sind ausserdem verschieden, je nachdem sogen. Laufspulen oder Schleifspulen gebildet werden sollen. Oft werden auch die Kötzer der Seifaktoren (s. den Artikel Spinnerei), direkt als Schleifspulen verwendet, ebenso wie man neuerdings Kreuzrollen auf den Spinnmaschinen herstellt, die als solche gleich beim Scheren der Kette gebraucht werden können. Das Scheren oder Schweifen der Kette (curdir-warping). Kettaufschlagen oder -Zetteln hat den Zweck, die Fäden von den Spulen zu sammeln und in gleicher Länge unter gleicher Spannung nebeneinander auf den Kett- oder Scherbaum zu bringen; es erfolgt mittels Schweif- oder Scherrahmens und des Spulengestells (s. die einzelnen Artikel). In der mechanischen Weberei geschieht das Kettenscheren auf Schermaschinen, Kettschermaschinen, Zettelmaschinen (curdissoir-warping frame). Man unterscheidet bei den Schermaschinen das englische und das sächsische (Schönherrsche) System. Bei ersterem wdrd ein Teil der zur Webkette gehörigen Fäden auf die volle Kettbaumbreite geschert, bei letzterem immer nur auf einen Teil der Baumbreite, aber in der richtigen Webekettendichte. In neuerer Zeit ist eine zwischen den beiden Maschinensystemen stehende Abart sehr in Aufnahme gekommen: die Teil- oder Sektionsschermaschine (Konusscher und Bäummaschine).
Um ein Zerreissen der leichter gedrehten Garne aus Flachs, Baumwolle und Wolle zu verhindern, werden die Kettfäden entweder im Webstuhl oder vor dem Aufbäumen durch Bestreichen mit Klebstoffen gestärkt und glatt gestrichen: es ist dies das Schlichten, Stärken oder Leimen (parer, encoller-dressing). Im Webstuhl geschieht es, indem der Weber das jeweilig zwischen Kettbaum und Geschirr befindliche Stück der Kette mittels Bürsten mit der Schlichttnasse (Leim oder Kleister, Mehl-, Dextrin-, Moosschlichte) bestreicht. Da hierbei die Gieichmässigkeit fast ausgeschlossen ist, so geschieht das Schlichten meist vor dem Bäumen mittels Schlichtmaschinen. Man unterscheidet darin die schottische Schlichtmaschine, die Zylinder-Sizing-maschine, die Lufttrocken-Sizingmaschine und die Strangschlichtmaschine. Während bei der letzteren Art die Kette in Strangform geschlichtet wird (ball warping and sizing), geschieht dies bei den ersten drei Arten von den Scherbäumen in voller Breite (beam warping and sizing).
Das Aufbäumen (pliage-beaming) besteht im Aufwinden der gescherten Kettfäden auf den Kettbaum derartig, dass die Breite der nebeneinander liegen den Fäden etwas grösser ist, als diejenige der zu webenden Ware, und alle Fäden gleichmässige Entfernung von einander haben, welche mittels Scheidekammes geschieht, der aus zwei Leisten von der Länge des Kettbaumes besteht, zwischen die in gleichen Entfernungen Metallstäbchen eingesetzt sind. In der mechanischen Weberei besorgen die Schlichtmaschinen das Trocknen und Aufbäumen in einem Durchgänge der Fäden; indessen müssen für die Ketten in Knäulform besondere Bäummaschinen (machine á enrouler-beaming machine) angewendet werden.
Ist die Kette aufgebäumt, so wird der Kettbaum in den Webstuhl eingelegt und es beginnt das Einziehen der Kettfäden (passage-drawing) durch die Litzenaugen der Schäfte, indem dieselben der ßeihe nach in Haken der Einziehnadel gelegt werden. Die Verteilung der Fäden auf die einzelnen Kämme richtet sich nach der Art der Bindung des anzufertigenden Stoffes. Nachdem erfolgt in derselben Weise mittels des Einziehmessers das Einziehen der Kettfäden in das Rietblatt, wobei je nach der Dichte der Kette zwei oder mehrere Fäden durch eine Lücke gezogen werden. Die durchgezogenen Kettfäden werden zunächst zusammengeknotet, um ein Zurückbleiben zu verhindern. Durch die entstehenden Schlingen wird ein Stab gesteckt, der durch Schnüren direkt mit dem Warenbaum oder über den Brustbaum hinweg mit demselben verhunden ist. Ist auf dem Webstuhl vorher dieselbe Ware gearbeitet worden, so fällt das Einziehen in Schäfte und Rietblatt weg und wird durch einfaches Andrehen ersetzt. Hierzu bleiben von der früheren Kette die durch Schäfte und Blatt laufenden Enden erhalten und es werden die Fäden der neuen Kette angedreht, wobei kein richtiger Knoten, sondern nur eine Umschlingung gebildet wird, die fest genug ist, um durch Ziehen an der alten Kette ein Durchziehen der neuen durch Schäfte und Riet zu ermöglichen.
Vorarbeiten des Schusses. Das Spulen (devidage-spooling) bezweckt, soweit dies nicht schon auf der Spinnmaschine geschehen ist (wie z. B. bei Baumwollgarn als Schusskötzer (pincops), das Schussgarn in eine für das Weben brauchbare Form zu bringen. Baumwoll-, feines Leinen- und Streichgarn werden auf Holz- oder Blechspulen mit konischem Ansatz gebracht; weiches Kammgarn wird auf konische (canette), hartes Kammgarn (Weft) und Seide auf zylindrische Papierhülsen (tube) gewickelt. Starke Garne werden in Schlauchspulen (Kötzer) ohne Spule oder Hülse gebracht. Die Schussspulmaschinen (devidoir-pim winder) unterscheiden sich in solche mit Reibungsrollen- und solche mit Trichtersystem. Die Herstellung der Schlauchspulen geschieht auf Kötzerspulmaschinen (cop winder). Um den Schuss beim Weben weicher und nachgiebiger zu machen und dadurch ein dichteres Zusammenschlagen zu bewerkstelligen, erfolgt ein Anfeuchten der Schussspulen (trempe-wetting), entweder durch Einlegen in Wasser oder besser im Anfeuchtapparat, einem eisernen Kasten mit abhebbarem Deckel, der die Spulen aufnimmt. Durch Einpressen von Wasser mittels einer Pumpe, oder durch das Aussaugen der Luft und das dadurch bedingte Nachdringen des Wassers werden die Spulen vollständig von Wasser durchdrungen. Hierauf wird das überschüssige Wasser aus den Spulen durch eine Centrifuge entfernt. Die Musterung der Gewebe geschieht innerhalb des Webestuhles durch Kontermarsch, durch die Schaftmaschine oder durch die Jacquardmaschine.
In der Vorrichtung zur Fachbildung am Handwebstuhl ist der Kontermarsch der am meisten gebräuchlichste. Jeder Schaft hängt andern
einen Ende eines oben im Stuhlgestell augebrachten zweiarmigen Hebels, von dessen anderem Ende eine Schnur nach unten führt, die am Ende eines langen unten quer im Stuhl über den Tritten angebrachten einarmigen Hebels, der „langen Marsche" befestigt ist. Unter dem Schaft, ebenfalls über den Tritten querliegend, ist ein kurzer einarmiger Hebel „die kurze Marsche" angebracht und mit der unteren Querleiste des Schaftes verbunden. Wird an der kurzen Marsche gezogen, so muss der Schaft gesenkt werden, durch Zug an der langen Marsche wieder gehoben. Es muss daher jeder Tritt mit den langen Marschen derjenigen Schäfte geschnürt werden, deren Kettfäden bei dem betreffenden Schuss gehoben, und mit den kurzen Marschen der Schäfte, deren Kettfäden bei demselben Schuss gesenkt werden sollen. Jeder Schaft muss demnach mit sämtlichen Tritten teils durch die kurzen, teils durch die langen Marsche verbunden sein, in welcher Weise wird durch die jeweilige Schnürung nach dem Musterbilde bestimmt (s. Bindungen). Es ist ersichtlich, dass die Zahl der Tritte und Schäfte nur eine beschränkte sein kann, und dass nur kleinere Bindungsrapporte damit erzielt werden können. Zur Herstellung grösserer Bindungsrapporte, bei denen viele Schäfte und Tritte gebraucht werden, kommt die Schaftmaschine in Anwendung, bei welcher die Tritte wegfallen. Sie steht auf Querpfosten über den Schäften. Letztere sind an die Platinen angehängt, welche aus starkem Draht oder Holz bestehen. Durch einen horizontalen Hebel (Messer genannt), vermitteln die Platinen das Hochgehen der Schäfte (Hubplatinen). Die Senkplatinen ziehen den Schaft nach unten. Zu jedem Schaft gehören zwei Platinen, die links und rechts neben dem Messer stehend, die Haken diesen zukehren und mit Nadelkasten und Nadelbrett verbunden sind. Je nachdem nun die durch Eedern nach vorn gerückten Nadeln in das Loch eines vorgelegten Kartenblattes (s. S. 621) treffen oder nicht, erfolgen die Hebungen oder Senkungen der Schäfte. Diese Maschine wird vom Weber in Tätigkeit gesetzt, indem er einen unten, hinten am Stuhl drehbar gelagerten, kräftigen einarmigen Hebel niedertritt. Dadurch wird durch Schnur- und Hebelverbindung das Messer mit den Platinen gehoben, ein Zylinder, der auf allen Seiten mit Löchern versehen ist, von dem Nadelbrett entfernt und gewendet. Beim Hochlassen des Tritthebels senkt sich das Messer (die Maschine fällt ein), der Zylinder wdrd mit der nächsten Karte gegen das Nadelbrett gepresst und somit die Platinenstellung für den nächsten Schuss vorbereitet. Während man bei der Musterbildung durch die Schaftmaschine noch dadurch beschränkt ist, dass die auf einen Schaft gezogenen Kettfäden immer gleichzeitig gehoben werden, ermöglicht die Jacquardmaschine die Herstellung eines Musters, welches über zahlreiche Kett- und Schussfäden gehen, sogar ohne Wiederholung des Rapports die ganze Breite der Ware einnehmen kann. Sie wurde im Jahre 1805 von Charles Marie Jacquard in Lyon erfunden und verdrängte alle früheren zur Herstellung zusammengesetzten Muster gebrauchter Apparate, als den Kegelstuhl, Zampelstuhl, Trommelstuhl, die Leinwandmaschine u. v. a. (vgl. Karmarsch, Handbuch der mechanischen Technologie, Leipzig 1876; F. Kohl, Greschichte der Jacquardmaschine, Berlin 1873).
Durch die Jacquardmaschine wird ermöglicht, dass innerhalb des Rapportes jeder einzelne Kettfaden unabhängig von dem anderen gehoben werden kann. Er hat seine besondere Litze und den Heber, die Harnischschnur. Der letztere ist durch eine zweite Schnur, Korde oder Platinenschnur an den Hebeliaken, Platine, geknüpft. Jede Platine, hier nur Hubplatine, ist mit einer horizontalen, federnden Nadel derartig verbunden, dass ein Zurückdrücken der Nadel ein Schiefstellen der Platine bewirkt, wie bei der Schaftmaschine. Für jede Reihe der Platinen ist ein Messer vorhanden, die alle in einem Rahmen befestigt sind und mit diesem gehoben werden können. Die Ein- und Ausrückung der Platinen aus dem Bereich der Messer geschieht durch die Nadeln, das Prisma oder Zylinder und die darüberlaufenden Karten. Es erfolgt also ein Hub des betr. Kettfadens, wenn die zugehörige Platine in ihrer Ruhestellung senkrecht verbleibt, d. h. wenn die Nadel in den Zylinder eintreten kann, wenn also in die Pappkarte für die Nadel ein Loch geschlagen ist. Ist kein Loch geschlagen, so wird die Nadel und mit ihr die Platine zurückgedrückt aus dem Bereich des Messers, kann somit nicht an ihrem oberen Haken vom aufwärtsgehenden Messer erfasst werden und bleibt auf dem Platinenboden stehen, der Kettfaden wird nicht gehoben. Eine Senkung der Fäden erfolgt nur bei beweglichem Platinenboden, besonders bei der mechanischen Weberei. Die Anzahl der Platinen ist bei den Jacquardmaschinen sehr verschieden. Man hat solche mit 100, 200, 400, 600, 800 und 1200 Platinen bei sog. Grobstichmaschinen. Bei Feinstichmaschinen steigt die Zahl der Platinen bis 2640.
Die Harnischschnüre werden auseinandergeführt und geordnet, durch das sog. Harnisch- oder Chorbrett, Gallierbrett, entweder ein mit entsprechender Bohrung versehenes Holzbrett, oder ein Kahmen, in dem durchlöcherte Porzellanplatten eingesetzt sind oder ein aus sich kreuzenden Metallstäben gebildetes Gitter. Durch die Löcher dieses Brettes werden die Harnischschnüre nach der E/eihenfolge der Platinen gezogen eingalliert. Die einmalige Einziehung der Schnüre sämtlicher Platinen nennt man Kurs oder Chemin; bei den für mehrere Rapporte eingezogenen Schnüren spricht man von mehrteiliger, gleichlaufender Schnürung, oder von einer "Gallierung gerade durch". Ist das Muster symmetrisch, ohne sich zu wiederholen, so erhält jede Korde zwei Harnischschnüre und es werden diese so eingalliert, dass die Schnüre der ersten Platine ganz aussen links und rechts im Chorbrett eingezogen werden und die beiden Schnüre der letzten Platine in der Mitte des Brettes dicht nebeneinander stehen. Es ist dies die einteilige zusammenlaufende Schnürung oder "Gallierung einfach auf Spitz". Wiederholt sich ein symmetrisches Muster mehrmals im Webstuhl, so muss jede Korde soviel Schnüre erhalten, als halbe Rapporte vorhanden sind und die Gallierung erfolgt je einer Schnur von der ersten bis zur letzten Platine, dann rückwärts je eine von der letzten bis zur ersten; dann wieder vorwärts u. s. f. Man nennt diese Gallierung, die mehrteilige zusammenlaufende Schnürung, oder Gallierung mehrfach auf Spitz. Unterhalb des Chorbretts werden an die Harnischschnüren die Litzen angeknüpft, die an ihrem unteren Ende durch ein Gewicht zum Strammhalten der Schnüre, das Harnischeisen, beschwert sind. Sämtliche Harnischschnüre zusammen mit dem Chorbrett und der Eingallierung nennt man den Harnisch, und man unterscheidet je nach der Stellung, wo sich die erste Platine in der Maschine, sowie die erste Harnischschnur im Chorbrett befindet, erstens einen Chemnitzer Harnisch, zweitens einen Berliner und drittens einen englischen oder offenen Harnisch,
Der Ausführung eines Musters auf dem Webstuhle geht die Verfertigung einer auf Papier gemalten Zeichnung desselben voraus. Diese Patrone, aus welcher dann der Weber die jeweilige besondere Anordnung des Stuhles ableitet, muss über den Lauf oder die Lage eines jeden Ketten- und Eintragfadens Aufschluss geben und eine genaue vergrösserte Abbildung des gewebten Stoffes darstellen. Hierzu bedient man sich verschiedener Linienpapiere, die auch nach dem Italienischen Carta-rigata-Papiere genannt werden; sie sind in eine bestimmte Anzahl von Quadraten oder Rechtecken von den verschiedensten Verhältnissen der Breite zur Höhe eingeteilt: genau wie sich eben die Verhältnisse der Dicke der Kettenfäden zur Stärke der Schussfäden herausstellen. Denn man muss sich vorstellen, dass der Zwischenraum von einer Linie zur anderen die jeweilige Dicke des Kettenfadens bei den vertikal laufenden oder die Dicke des Schuss- oder Eintragfadens bei den horizontal laufenden Linien darstellt. Die für die Patrone notwendige Yergrösserung der zuerst gemalten Skizze des Musters geschieht mittels Netzes; das älteste mechanische Verfahren geschah durch den Storchschnabel, dann bediente man sich optischer Apparate und in neuerer Zeit hat sich die Photographie dieses Kunstzweiges bemächtigt, welches Verfahren aber noch nicht viel über Versuchsanfänge hinausgekommen ist. Die Werkzeichnung oder Patrone ist also der Plan, auf welchem die Verflechtung der Ketten- und Schussfäden festgestellt wird und die Jacquardkarten sind das Endresultat aller vorangegangenen Arbeiten.
Der Handwebstuhl besteht aus einem Gestell von vier senkrechten Balken, die durch Querhölzer verbunden sind. Vorn und hinten befindet sich je eine drehbare Walze: der Kettbaum zur Aufnahme der Kettenfäden und der Warenbaum, auf welchen das fertige Stück Zeug aufgewickelt wird. Die Breite der Bäume entspricht derjenigen der Ware und ist demgemäss eine sehr verschiedene. Zur Vermittelung der Fadenkreuzungen (Bindungen) müssen Kette und Schuss abwechselnd gehoben und gesenkt werden. Hierzu ist die Bildung des Faches (pas-lease) mittels der Schäfte oder Flügel (lames-leawes) notwendig. Jeder dersellben besteht aus einem Holzstab, zwischen welchen die Litzen (s. d.) oder Helfen (lisses-hedles) mit den Augen (maillons) ausgespannt sind. Wird der Schaft gehoben oder nach unten gesenkt, so müssen alle durch seine Litzenaugen gezogenen Kettläden gehoben bezw. gesenkt werden. Diese Bewegung der Schäfte nach oben und unten wird durch die unter dem Sitze des AVebers drehbar gelagerten hölzernen Hebel, Tritte oder Schemel bewirkt, welche an ihrem oberen freien Ende durch Schnüre mit den unteren Schaftstäben verbunden sind. Je nach der Bindung ist diese Schnürung verschieden. Zur Einführung des Schusses dient der "Webschütze oder der Schützen (s.d.), welcher den Schussfaden durch das Fach führt. Der eingetragene Schuss muss dann fest an die vordere Spitze des Webfaches angeschlagen werden, wozu das Rietblatt, Riet (s.d.) (peigne-reed) oder der Weberkamm dient, welcher in einem auf dem oberen Balken des Stuhlgestelles pendelnden Rahmen, die Lade (chasse-lathe) eingesetzt ist. Um das bei einfachen Webereien notwendige Werfen und Auffangen der Schützen mit der Hand zu vermeiden, wurde das Schnellzeug (s. d.) angebracht. Das regelmässige Aufwickeln der fertigen Zeuge auf den Warenbaum vermittelt der Regulator (s.d.). Der Spannstab, in den verschiedensten Formen gearbeitet (s. d.), dient zur Innehaltung der gleichen Breite des Gewebes.
Die mechanische Weberei (tissage mécanique-pawersloom-weaving) fertigt die selben Stoffe wie die Handweberei, nur bedient sie sich zu ihrer Herstellung mehr oder weniger selbsttätiger Maschinen. Im engeren Sinne bezeichnet man damit das Weben mit Hilfe von selbsttätig arbeitenden Webstühlen, mechanischen Webstühlen oder Kraftstühlen (métier à tisser mecanique-powerloom).
Ein Zwischenglied zwischen Hand- und mechanischem Webstuhl ist der sogen, halbmechanische Webstuhl oder mechanische Hahdwebstuhl von Laeserson und Wilke, der durch einen Handhebel am Fusstritt vom Arbeiter bewegt wird. Die Fachbildung, Ladenbewegung, Schuss und Anschlag erfolgen mechanisch. Trotz des Vorteils, diesen Stuhl im Hausbetrieb benützen zu können und trotz der schnelleren Arbeit führte sich der Stuhl nicht ein, weil die physische Kraft des Arbeiters nicht ausreicht, den Stuhl den ganzen Tag zu bewegen.
Der mechanische Webstuhl besteht aus denselben Hauptteilen, wie der Handwebstuhl; nur ist alles von Eisen, der grösseren Kräfte wegen, die hier zur Anwendung kommen. Die Lade ist unten am Gestell drehbar angeordnet (Stehlade), wodurch der Aufbau des Stuhles niedriger wurde. Wie am Handwebstuhle sind vorhanden: die Schäfte mit den Tritten, die Lade mit Riet, Schützenkästen, Treibern und Schützen, sowie der Regulator, der beim mechanischen Betrieb unbedingt erforderlich ist, um das bei jedem Schuss gefertigte Stück Ware sofort aufzuwickeln, weil die Lade durch Mechanismus getrieben, immer genau dieselbe Schwingung machen muss. Der Antrieb des mechanischen Webstuhls geschieht durch eine in der Mitte des Stuhlgestells drehbar gelagerte Welle (Hauptwelle), die an ihrem ausserhalb des Stuhles liegenden Ende eine feste und eine lose Scheibe trägt. Soll der Stuhl in Betrieb gesetzt werden, so leitet der Weber den Transmissionsriemen, der während des Stuhlstillstandes auf der Losscheibe läuft, mittels einer Riemengabel auf die Festscheibe und die Bewegung beginnt. Unter der Hauptwelle, durch Zahnräder mit ihr verbunden ist eine zweite Welle angebracht, auf die soviele Exzenterscheiben aufgesetzt werden, als Tritte für die Bewegung der Schäfte vorhanden sind. Bei jeder Umdrehung der Welle drücken die Exzenter (s. d.) genau wie die Füsse des Webers die Tritte nach unten, wodurch die in ähnlicher Weise befestigten und geschnürten Schäfte gehoben bezw. gesenkt werden. Durch Spiralfedern werden die Tritte gegen die Exzenterscheiben angelegt.
Tafel XV Bindungen
Für die Schützenbewegung (den Schützenschlag) sind auf derselben Welle, links und rechts, Schlagexzenter (kreisrunde Scheiben mit nasenartigem Ansatz) angebracht. Eine gegen diesen Schlagexzenter laufende konische Rolle wird von dem Ansatz weggestossen und diese Bewegung wird durch Hebel auf den Treiber im Schützenkasten übertragen, wodurch der Schützen aus dem Kasten getrieben wird.
Die beschriebene Bauart der mechanischen Stühle ist die englische, die am meisten Anwendung findet und vorbildlich geblieben ist. Bei breiteren Stühlen, für schwere Waren sind verschiedene Abänderungen gemacht worden. So wird z. B. beim Federschlagstuhl der Schlag nicht durch Schlagexzenter, sondern durch eine starke Feder ausgeführt, die während des Stuhllaufes aufgezogen und zum Schlag plötzlich losgelassen wird. Diese plötzliche Bewegung des Zusammenziehens, die immer ganz gleichmässig erfolgt, wirkt durch Hebel auf den Treiber des Schützen. Da aber bei diesem Federschlag die Schnelligkeit des Ganges beschränkt ist, wird der Exzenterschlag vorgezogen.
Bei der Herstellung farbiger Querstreifen in Geweben, oder bei Verwendung verschiedenen Schussmaterials für Ober- und Unterware sowie bei farbig gemusterten Stoffen, müssen mehrere Schützen abwechselnd arbeiten. Dies erfordert die Anbringung von mehreren Schützenkästen an einer oder besser noch an beiden Seiten des Webstuhls. Diese Schützenkästen werden entweder übereinander oder wie in einem Revolver im Kreise angeordnet. Im ersteren Falle erfolgt der AYechsel der Kästen durch Verschiebung in vertikaler Richtung, im zweiten Falle durch Drehung des Revolvers. Eine frühere Anordnung der Kästen an Handwebstühlen nebeneinander mit vertikaler Verschiebung (Schiebelade) ist bei mechanischen Webstühlen nicht angewandt worden.
Für schmale Stühle und leichte, einfache Ware hat man neuerdings eine Art des Schützenwechsels konstruiert, die es ermöglicht, dass die abgelaufene Spule automatisch aus dem Schützen entfernt und durch eine frische Spule aus einem mit gefüllten Spulen neben dem Webstuhl angeordneten Behälter ersetzt wird, ohne Zutun des Webers und Stillstand des Webstuhls. In Deutschland haben diese Versuche aber zu keinem nennenswerten Erfolge geführt, während in Amerika vielfach damit gearbeitet wird, besonders für einfachere Ware in billigerer Qualität.
Die Schützen (navettes-shuttles) haben für mechanische Webstühle stets eine gerade Form, sind entweder aus Holz mit Eisenspitzen, oder ganz aus Eisen oder Stahl hergestellt. Als Schleif schützen gleiten sie mit ihrer unteren Fläche über die Kettfäden, während sie als Rollschützen mit Rollen versehen sind, mit denen sie über die Bahn rollen, z. B. bei schweren Wollwaren. Die einzulegende Spule ist entweder auf der Schützenspindel oder Seele festsitzend durch eine Feder gehalten (Schleifspule), dann muss der Faden in axialer Richtung von der Spitze der Spule ablaufen oder die Spule ist drehbar aufgesetzt (Rollspule), sodass der Faden rechtwinklig zur Achse abläuft oder die Garnspule ist in dem mit einem federnden Deckel versehenen Schützen fest eingedrückt und ohne Hülse (Schlauchspule), dann läuft der Faden aus dem Innern der Spule ab. Als Breithalter kommen bei mechanischen Webstühlen selten die Spannstäbe zur Anwendung, man verwendet vielmehr sogen, selbsttätige Tempel, die beim Abziehen der W^are sich drehen und das Gewebe stets in gleicher Weise und an derselben Stelle spannen. Sie werden hergestellt als Walzen mit Riffeln oder Spitzen (Walzenbreithalter) oder als Walzen mit exzentrisch eingesetzten Rädchen mit Spitzen (Rädchenbreithalter) oder als Scheiben mit Spitzen (Scheiben- oder Sonnenbreithalter).
Tafel XVI Zusammengesetzte und besondere Bindungen
Die Bauart der mechanischen Stühle richtet sich nach den zu erzeugenden Waren. Die mannigfaltigen Konstruktionen werden wie folgt unterschieden, erstens nach den zu fertigenden Waren, in:
1. Schmale oder englische Webstühle für leichte Baumwoll-, Halb- und und Wollwaren; für schwerere schmale Gewebe derselben Materialien, sowie für Leinen und Jute, sowie für einfache Läufer, Teppiche schwerer gebaut.
2. Breite Webstühle, Tuch- oder Buckskinstühle für Tuch, Wollstoffe schwere Baumwoll- und Leinenstoffe, gemusterte Teppich- und Möbelstoffe.
3. Teppichwebstühle für geschnittene und gezogene Teppiche (Brüssel-, Velours-Tapestry) und ähnliche schwere Gewebe
4. Seidenwebstühle für glatte und gemusterte Seidenzeuge
5. Doppelsamtstühle, zur Herstellung billiger Sammete, in zwei übereinanderliegenden durch die Polfäden verbundenen, nach dem Schneiden selbständigen Geweben.
6. Bandstühle oder Bandmühlen zur Herstellung von Bändern.
7. Rundwebstühle, Webstühle ohne Schützen.
Nach der Konstruktion in:
A. Kurbelstühle (engl. crank-looms) mit Bewegung der Lade durch eine Kurbel.
B. Scheibenstühle (engl. wiper-looms) mit Bewegung der Lade durch unrunde Scheiben oder Nutzylinder (nur für schwere Waren).
Nach der Anordnung der Lade:
1. Mit Stehlade mit Schwingung um eine unter der Kette gelagerte Achse, wodurch die Lagerung sicherer und der Stuhl stabiler wird.
2. Mit Hängelade mit über der Kette gelagerter Schwingungsachse (fast wie bei Bandstühlen) angebracht, bedingt höhere Bauart des Stuhles.
Nach der Art des Schützenschlags unterscheidet man:
1. Unterschläger, mit im unteren Teile des Webstuhls befindlicher Schützenschlagvorrichtung.
2. Mittelschläger, mit unten befindlichem Schlagexzenter und oben befindlichem Schlagarm und Peitsche.
3. Oberschläger, bei Hängeladen und Stühlen mit sehr langsamem Gang.
Nach den Einrichtungen für die Musterbildung werden die Webstühle unterschieden in:
1. Trittstühle oder Exzenterstühle. Die Fachbildung erfolgt durch Tritte und Exzenter; für leinwandartige und andere glatte Stoffe.
2. Schaftmaschinenstühle, für einfache gemusterte Waren. Die Fachbildung erfolgt durch die Schaftmaschine,
3. Jacquardkraftstühle, für Musterware mit grösseren Dessins; die Fachbildung erfolgt durch die Jacqardmaschine.
Diese drei Arten können mit Wechsellade versehen sein, um nacheinander verschiedenfarbige Fäden einschiessen zu können; sie heissen dann
Wechselstühle.
Die Kette sowohl als auch der Schuss verlangen vor dem Verweben verschiedene Vorbereitungsarbeiten: für beide das Spulen, für die Kette ausserdem das Scheren, Aufbäumen, Leimen oder Schlichten, Einziehen der Kettfäden in die Litzen der Schäfte und in das Kiet. Bei der Handweberei hat die Vorarbeiten der Weber selbst mit einfachem Apparate zu besorgen, in der mechanischen Weberei werden dieselben, mit Ausnahme des Einziehens, durch besondere Maschinen ausgeführt.
Das Spulen (bobinage-spooling) geschieht in kleineren Betrieben auf dem bekannten Spulrad; regelmässiger und schneller geschieht die Arbeit auf der Spulmaschine, welche eine Anzahl Spulen gleichzeitig bewickelt, und deren Einrichtung in Nebenumständen mannigfach abgeändert werden kann. Die Einrichtungen sind ausserdem verschieden, je nachdem sogen. Laufspulen oder Schleifspulen gebildet werden sollen. Oft werden auch die Kötzer der Seifaktoren (s. den Artikel Spinnerei), direkt als Schleifspulen verwendet, ebenso wie man neuerdings Kreuzrollen auf den Spinnmaschinen herstellt, die als solche gleich beim Scheren der Kette gebraucht werden können. Das Scheren oder Schweifen der Kette (curdir-warping). Kettaufschlagen oder -Zetteln hat den Zweck, die Fäden von den Spulen zu sammeln und in gleicher Länge unter gleicher Spannung nebeneinander auf den Kett- oder Scherbaum zu bringen; es erfolgt mittels Schweif- oder Scherrahmens und des Spulengestells (s. die einzelnen Artikel). In der mechanischen Weberei geschieht das Kettenscheren auf Schermaschinen, Kettschermaschinen, Zettelmaschinen (curdissoir-warping frame). Man unterscheidet bei den Schermaschinen das englische und das sächsische (Schönherrsche) System. Bei ersterem wdrd ein Teil der zur Webkette gehörigen Fäden auf die volle Kettbaumbreite geschert, bei letzterem immer nur auf einen Teil der Baumbreite, aber in der richtigen Webekettendichte. In neuerer Zeit ist eine zwischen den beiden Maschinensystemen stehende Abart sehr in Aufnahme gekommen: die Teil- oder Sektionsschermaschine (Konusscher und Bäummaschine).
Um ein Zerreissen der leichter gedrehten Garne aus Flachs, Baumwolle und Wolle zu verhindern, werden die Kettfäden entweder im Webstuhl oder vor dem Aufbäumen durch Bestreichen mit Klebstoffen gestärkt und glatt gestrichen: es ist dies das Schlichten, Stärken oder Leimen (parer, encoller-dressing). Im Webstuhl geschieht es, indem der Weber das jeweilig zwischen Kettbaum und Geschirr befindliche Stück der Kette mittels Bürsten mit der Schlichttnasse (Leim oder Kleister, Mehl-, Dextrin-, Moosschlichte) bestreicht. Da hierbei die Gieichmässigkeit fast ausgeschlossen ist, so geschieht das Schlichten meist vor dem Bäumen mittels Schlichtmaschinen. Man unterscheidet darin die schottische Schlichtmaschine, die Zylinder-Sizing-maschine, die Lufttrocken-Sizingmaschine und die Strangschlichtmaschine. Während bei der letzteren Art die Kette in Strangform geschlichtet wird (ball warping and sizing), geschieht dies bei den ersten drei Arten von den Scherbäumen in voller Breite (beam warping and sizing).
Das Aufbäumen (pliage-beaming) besteht im Aufwinden der gescherten Kettfäden auf den Kettbaum derartig, dass die Breite der nebeneinander liegen den Fäden etwas grösser ist, als diejenige der zu webenden Ware, und alle Fäden gleichmässige Entfernung von einander haben, welche mittels Scheidekammes geschieht, der aus zwei Leisten von der Länge des Kettbaumes besteht, zwischen die in gleichen Entfernungen Metallstäbchen eingesetzt sind. In der mechanischen Weberei besorgen die Schlichtmaschinen das Trocknen und Aufbäumen in einem Durchgänge der Fäden; indessen müssen für die Ketten in Knäulform besondere Bäummaschinen (machine á enrouler-beaming machine) angewendet werden.
Ist die Kette aufgebäumt, so wird der Kettbaum in den Webstuhl eingelegt und es beginnt das Einziehen der Kettfäden (passage-drawing) durch die Litzenaugen der Schäfte, indem dieselben der ßeihe nach in Haken der Einziehnadel gelegt werden. Die Verteilung der Fäden auf die einzelnen Kämme richtet sich nach der Art der Bindung des anzufertigenden Stoffes. Nachdem erfolgt in derselben Weise mittels des Einziehmessers das Einziehen der Kettfäden in das Rietblatt, wobei je nach der Dichte der Kette zwei oder mehrere Fäden durch eine Lücke gezogen werden. Die durchgezogenen Kettfäden werden zunächst zusammengeknotet, um ein Zurückbleiben zu verhindern. Durch die entstehenden Schlingen wird ein Stab gesteckt, der durch Schnüren direkt mit dem Warenbaum oder über den Brustbaum hinweg mit demselben verhunden ist. Ist auf dem Webstuhl vorher dieselbe Ware gearbeitet worden, so fällt das Einziehen in Schäfte und Rietblatt weg und wird durch einfaches Andrehen ersetzt. Hierzu bleiben von der früheren Kette die durch Schäfte und Blatt laufenden Enden erhalten und es werden die Fäden der neuen Kette angedreht, wobei kein richtiger Knoten, sondern nur eine Umschlingung gebildet wird, die fest genug ist, um durch Ziehen an der alten Kette ein Durchziehen der neuen durch Schäfte und Riet zu ermöglichen.
Vorarbeiten des Schusses. Das Spulen (devidage-spooling) bezweckt, soweit dies nicht schon auf der Spinnmaschine geschehen ist (wie z. B. bei Baumwollgarn als Schusskötzer (pincops), das Schussgarn in eine für das Weben brauchbare Form zu bringen. Baumwoll-, feines Leinen- und Streichgarn werden auf Holz- oder Blechspulen mit konischem Ansatz gebracht; weiches Kammgarn wird auf konische (canette), hartes Kammgarn (Weft) und Seide auf zylindrische Papierhülsen (tube) gewickelt. Starke Garne werden in Schlauchspulen (Kötzer) ohne Spule oder Hülse gebracht. Die Schussspulmaschinen (devidoir-pim winder) unterscheiden sich in solche mit Reibungsrollen- und solche mit Trichtersystem. Die Herstellung der Schlauchspulen geschieht auf Kötzerspulmaschinen (cop winder). Um den Schuss beim Weben weicher und nachgiebiger zu machen und dadurch ein dichteres Zusammenschlagen zu bewerkstelligen, erfolgt ein Anfeuchten der Schussspulen (trempe-wetting), entweder durch Einlegen in Wasser oder besser im Anfeuchtapparat, einem eisernen Kasten mit abhebbarem Deckel, der die Spulen aufnimmt. Durch Einpressen von Wasser mittels einer Pumpe, oder durch das Aussaugen der Luft und das dadurch bedingte Nachdringen des Wassers werden die Spulen vollständig von Wasser durchdrungen. Hierauf wird das überschüssige Wasser aus den Spulen durch eine Centrifuge entfernt. Die Musterung der Gewebe geschieht innerhalb des Webestuhles durch Kontermarsch, durch die Schaftmaschine oder durch die Jacquardmaschine.
In der Vorrichtung zur Fachbildung am Handwebstuhl ist der Kontermarsch der am meisten gebräuchlichste. Jeder Schaft hängt andern
einen Ende eines oben im Stuhlgestell augebrachten zweiarmigen Hebels, von dessen anderem Ende eine Schnur nach unten führt, die am Ende eines langen unten quer im Stuhl über den Tritten angebrachten einarmigen Hebels, der „langen Marsche" befestigt ist. Unter dem Schaft, ebenfalls über den Tritten querliegend, ist ein kurzer einarmiger Hebel „die kurze Marsche" angebracht und mit der unteren Querleiste des Schaftes verbunden. Wird an der kurzen Marsche gezogen, so muss der Schaft gesenkt werden, durch Zug an der langen Marsche wieder gehoben. Es muss daher jeder Tritt mit den langen Marschen derjenigen Schäfte geschnürt werden, deren Kettfäden bei dem betreffenden Schuss gehoben, und mit den kurzen Marschen der Schäfte, deren Kettfäden bei demselben Schuss gesenkt werden sollen. Jeder Schaft muss demnach mit sämtlichen Tritten teils durch die kurzen, teils durch die langen Marsche verbunden sein, in welcher Weise wird durch die jeweilige Schnürung nach dem Musterbilde bestimmt (s. Bindungen). Es ist ersichtlich, dass die Zahl der Tritte und Schäfte nur eine beschränkte sein kann, und dass nur kleinere Bindungsrapporte damit erzielt werden können. Zur Herstellung grösserer Bindungsrapporte, bei denen viele Schäfte und Tritte gebraucht werden, kommt die Schaftmaschine in Anwendung, bei welcher die Tritte wegfallen. Sie steht auf Querpfosten über den Schäften. Letztere sind an die Platinen angehängt, welche aus starkem Draht oder Holz bestehen. Durch einen horizontalen Hebel (Messer genannt), vermitteln die Platinen das Hochgehen der Schäfte (Hubplatinen). Die Senkplatinen ziehen den Schaft nach unten. Zu jedem Schaft gehören zwei Platinen, die links und rechts neben dem Messer stehend, die Haken diesen zukehren und mit Nadelkasten und Nadelbrett verbunden sind. Je nachdem nun die durch Eedern nach vorn gerückten Nadeln in das Loch eines vorgelegten Kartenblattes (s. S. 621) treffen oder nicht, erfolgen die Hebungen oder Senkungen der Schäfte. Diese Maschine wird vom Weber in Tätigkeit gesetzt, indem er einen unten, hinten am Stuhl drehbar gelagerten, kräftigen einarmigen Hebel niedertritt. Dadurch wird durch Schnur- und Hebelverbindung das Messer mit den Platinen gehoben, ein Zylinder, der auf allen Seiten mit Löchern versehen ist, von dem Nadelbrett entfernt und gewendet. Beim Hochlassen des Tritthebels senkt sich das Messer (die Maschine fällt ein), der Zylinder wdrd mit der nächsten Karte gegen das Nadelbrett gepresst und somit die Platinenstellung für den nächsten Schuss vorbereitet. Während man bei der Musterbildung durch die Schaftmaschine noch dadurch beschränkt ist, dass die auf einen Schaft gezogenen Kettfäden immer gleichzeitig gehoben werden, ermöglicht die Jacquardmaschine die Herstellung eines Musters, welches über zahlreiche Kett- und Schussfäden gehen, sogar ohne Wiederholung des Rapports die ganze Breite der Ware einnehmen kann. Sie wurde im Jahre 1805 von Charles Marie Jacquard in Lyon erfunden und verdrängte alle früheren zur Herstellung zusammengesetzten Muster gebrauchter Apparate, als den Kegelstuhl, Zampelstuhl, Trommelstuhl, die Leinwandmaschine u. v. a. (vgl. Karmarsch, Handbuch der mechanischen Technologie, Leipzig 1876; F. Kohl, Greschichte der Jacquardmaschine, Berlin 1873).
Durch die Jacquardmaschine wird ermöglicht, dass innerhalb des Rapportes jeder einzelne Kettfaden unabhängig von dem anderen gehoben werden kann. Er hat seine besondere Litze und den Heber, die Harnischschnur. Der letztere ist durch eine zweite Schnur, Korde oder Platinenschnur an den Hebeliaken, Platine, geknüpft. Jede Platine, hier nur Hubplatine, ist mit einer horizontalen, federnden Nadel derartig verbunden, dass ein Zurückdrücken der Nadel ein Schiefstellen der Platine bewirkt, wie bei der Schaftmaschine. Für jede Reihe der Platinen ist ein Messer vorhanden, die alle in einem Rahmen befestigt sind und mit diesem gehoben werden können. Die Ein- und Ausrückung der Platinen aus dem Bereich der Messer geschieht durch die Nadeln, das Prisma oder Zylinder und die darüberlaufenden Karten. Es erfolgt also ein Hub des betr. Kettfadens, wenn die zugehörige Platine in ihrer Ruhestellung senkrecht verbleibt, d. h. wenn die Nadel in den Zylinder eintreten kann, wenn also in die Pappkarte für die Nadel ein Loch geschlagen ist. Ist kein Loch geschlagen, so wird die Nadel und mit ihr die Platine zurückgedrückt aus dem Bereich des Messers, kann somit nicht an ihrem oberen Haken vom aufwärtsgehenden Messer erfasst werden und bleibt auf dem Platinenboden stehen, der Kettfaden wird nicht gehoben. Eine Senkung der Fäden erfolgt nur bei beweglichem Platinenboden, besonders bei der mechanischen Weberei. Die Anzahl der Platinen ist bei den Jacquardmaschinen sehr verschieden. Man hat solche mit 100, 200, 400, 600, 800 und 1200 Platinen bei sog. Grobstichmaschinen. Bei Feinstichmaschinen steigt die Zahl der Platinen bis 2640.
Die Harnischschnüre werden auseinandergeführt und geordnet, durch das sog. Harnisch- oder Chorbrett, Gallierbrett, entweder ein mit entsprechender Bohrung versehenes Holzbrett, oder ein Kahmen, in dem durchlöcherte Porzellanplatten eingesetzt sind oder ein aus sich kreuzenden Metallstäben gebildetes Gitter. Durch die Löcher dieses Brettes werden die Harnischschnüre nach der E/eihenfolge der Platinen gezogen eingalliert. Die einmalige Einziehung der Schnüre sämtlicher Platinen nennt man Kurs oder Chemin; bei den für mehrere Rapporte eingezogenen Schnüren spricht man von mehrteiliger, gleichlaufender Schnürung, oder von einer "Gallierung gerade durch". Ist das Muster symmetrisch, ohne sich zu wiederholen, so erhält jede Korde zwei Harnischschnüre und es werden diese so eingalliert, dass die Schnüre der ersten Platine ganz aussen links und rechts im Chorbrett eingezogen werden und die beiden Schnüre der letzten Platine in der Mitte des Brettes dicht nebeneinander stehen. Es ist dies die einteilige zusammenlaufende Schnürung oder "Gallierung einfach auf Spitz". Wiederholt sich ein symmetrisches Muster mehrmals im Webstuhl, so muss jede Korde soviel Schnüre erhalten, als halbe Rapporte vorhanden sind und die Gallierung erfolgt je einer Schnur von der ersten bis zur letzten Platine, dann rückwärts je eine von der letzten bis zur ersten; dann wieder vorwärts u. s. f. Man nennt diese Gallierung, die mehrteilige zusammenlaufende Schnürung, oder Gallierung mehrfach auf Spitz. Unterhalb des Chorbretts werden an die Harnischschnüren die Litzen angeknüpft, die an ihrem unteren Ende durch ein Gewicht zum Strammhalten der Schnüre, das Harnischeisen, beschwert sind. Sämtliche Harnischschnüre zusammen mit dem Chorbrett und der Eingallierung nennt man den Harnisch, und man unterscheidet je nach der Stellung, wo sich die erste Platine in der Maschine, sowie die erste Harnischschnur im Chorbrett befindet, erstens einen Chemnitzer Harnisch, zweitens einen Berliner und drittens einen englischen oder offenen Harnisch,
Der Ausführung eines Musters auf dem Webstuhle geht die Verfertigung einer auf Papier gemalten Zeichnung desselben voraus. Diese Patrone, aus welcher dann der Weber die jeweilige besondere Anordnung des Stuhles ableitet, muss über den Lauf oder die Lage eines jeden Ketten- und Eintragfadens Aufschluss geben und eine genaue vergrösserte Abbildung des gewebten Stoffes darstellen. Hierzu bedient man sich verschiedener Linienpapiere, die auch nach dem Italienischen Carta-rigata-Papiere genannt werden; sie sind in eine bestimmte Anzahl von Quadraten oder Rechtecken von den verschiedensten Verhältnissen der Breite zur Höhe eingeteilt: genau wie sich eben die Verhältnisse der Dicke der Kettenfäden zur Stärke der Schussfäden herausstellen. Denn man muss sich vorstellen, dass der Zwischenraum von einer Linie zur anderen die jeweilige Dicke des Kettenfadens bei den vertikal laufenden oder die Dicke des Schuss- oder Eintragfadens bei den horizontal laufenden Linien darstellt. Die für die Patrone notwendige Yergrösserung der zuerst gemalten Skizze des Musters geschieht mittels Netzes; das älteste mechanische Verfahren geschah durch den Storchschnabel, dann bediente man sich optischer Apparate und in neuerer Zeit hat sich die Photographie dieses Kunstzweiges bemächtigt, welches Verfahren aber noch nicht viel über Versuchsanfänge hinausgekommen ist. Die Werkzeichnung oder Patrone ist also der Plan, auf welchem die Verflechtung der Ketten- und Schussfäden festgestellt wird und die Jacquardkarten sind das Endresultat aller vorangegangenen Arbeiten.
Siehe auch:
Aden
Agen
Amerika
Anschlag
Arbeit
Arles
Arta
Asch
Ath
Auch
Aue
Aufbäumen
Dag
Dessin
Deutschland
Draht
Ganges
Garn
Gera
Gewand
Gewebe
Gezogen
Gänge
Harnisch
Heiden
Hund
Hüls
Lade
Laufen
Lea
Lein
Leipzig
Liage
Lieben
Lier
Sammet
Scherbaum
Scheren
Schermaschine
Scherrahmen
Schlag
Schlan
Schlichten
Schlichtmaschine
Schneller
Schnellzeug
Schnüre
Schnürung
Schuss
Schweif
Schweifen
Seide
Seidenzeuge
Seifaktor
Sof
Spannstab
Spindel
Spinnerei
Spinnmaschinen
Spitzen
Spulen
Spulmaschine
Stich
Stil
Stoff
Streichgarn
Stuhl
Stäbchen
Symmetrisch
Wand
Warp
Webe
Weberkamm
Wechsellade
Weft
Weife
Weil
Werden
Werk
Winde
Wolle
Zahl
Zampel
Zell
Zettel
Zetteln
Zeug
Zug
Abbildungen:
Tafel XV Bindungen
Tafel XVI Zusammengesetzte und besondere Bindungen